![Dig-it [ディグ・イット]](https://dig-it.media/wp-content/uploads/2022/09/dig-it-1-1.png)

昔ながらの伝統的な製法を貫く日本が世界に誇るクラフトウイスキー。

2019年、香港のオークションにて日本産のウイスキーが1億もの値がついたというニュースは、誰もが衝撃を受けた。内訳は、1985年から2000年までに羽生蒸溜所で蒸溜されたモルト原酒を様々な種類の樽で熟成させ、多様な風味を持たせたウイスキーで、2005年から2014年の期間で発売されたトランプの絵柄にちなんで全54種のラベルが貼られた各数100本限定のウイスキーフルセットだったという。
そのウイスキーを手掛けたのが、秩父蒸溜所。2008年に肥土伊知郎氏によって創業され、彼の名前を冠したイチローズ・モルトで知られている日本を代表するクラフトウイスキーメーカーだ。
先述の羽生蒸溜所は、肥土伊知郎氏の祖父が設立したもので、経営危機により蒸溜所が売却され、一度、他の営業譲渡先の手に渡るも売却先の企業でウイスキー事業が撤退。1985年から造り続けていたウイスキー原酒を引き取り、秩父蒸溜所を設立したことが始まり。
以降、彼が手掛けるイチローズ・モルトは、初期のカードシリーズを筆頭に世界のウイスキー業界でもジャパニーズウイスキーとして高い評価を得ることとなる。
ダンネージスタイルの伝統的な貯蔵庫で熟成。

東京首都圏からクルマで1時間半ほど。埼玉県の北西部である秩父の地を本拠地としたのは肥土伊知郎氏の出身地であったことから。蒸溜所は秩父市街地から約30分ほど離れた小高い丘に建てられている。
内陸型気候の盆地で夏は35度を超える猛暑にもなり高温多湿、冬は氷点下の厳しい環境下が短い期間でもウイスキーの熟成を促進させるのだという。気候はもちろん、ウイスキーの肝ともいわれる仕込みに使用される水は埼玉県秩父市を流れる荒川支流の一級河川、大血川渓谷水系の軟水を使用。さらには小ロットながら地元である秩父産の大麦を使用し、フロアモルティングも行なっているという。
昔のウイスキーは美味しかったと言わせないクオリティの高さの「バック・トゥ・ザ・トラディション」。つまり伝統的なウイスキー製法と秩父の自然環境が生み出すウイスキー。さらに祖父が遺してくれたウイスキー原酒をブレンドするブレンデッドウイスキー、ワイン樽、ミズナラの樽などで熟成させるなど、秩父蒸溜所ならではの、かつジャパニーズウイスキーのパイオニアとして歴史を牽引しさらに熟成されていくはずだ。

大自然の中のウイスキー造りに潜入。
モルトを粉砕する。

大麦を発芽させ、麦芽の状態にしたモルトをミルルームにて粉砕する。現在、使用している大麦はイングランド、スコットランド、ドイツをメインに全体の10%ほどの秩父産の大麦を別で仕込み続けている。
釜で麦汁を仕込む。


ミルで砕かれた麦芽はステンレス製のマッシュタンへとお湯とともに投入され、そこで麦汁造りが行われる。麦汁を濾過した後の搾りかすは、家畜の餌となる。
4日間発酵させる。

1番麦汁、2番麦汁を合わせて2000lの麦汁をミズナラの桶に入れ、その後、4日間ほど発酵させる。木材の内側に付いた乳酸菌が発酵に必要なのだとか。

夏季のオフシーズンを除いて、ほぼ毎日のように仕込みが行われる工場内。大量の麦芽や水、火力はもちろん多くの職人たちの労力と時間をかけて仕込まれている。写真左がミズナラの木で作られた小型の発酵槽だ。
熱伝導効率の良い銅で作られたポットスチルで蒸溜する。


左のウォッシュスチル、右のスピリッツスチルではそれぞれ数時間かけて蒸溜が行われ、特に再溜では流れ始めからヘッド、ハート、テールの3つに分割しハート部分のみがウイスキーの原酒となる。
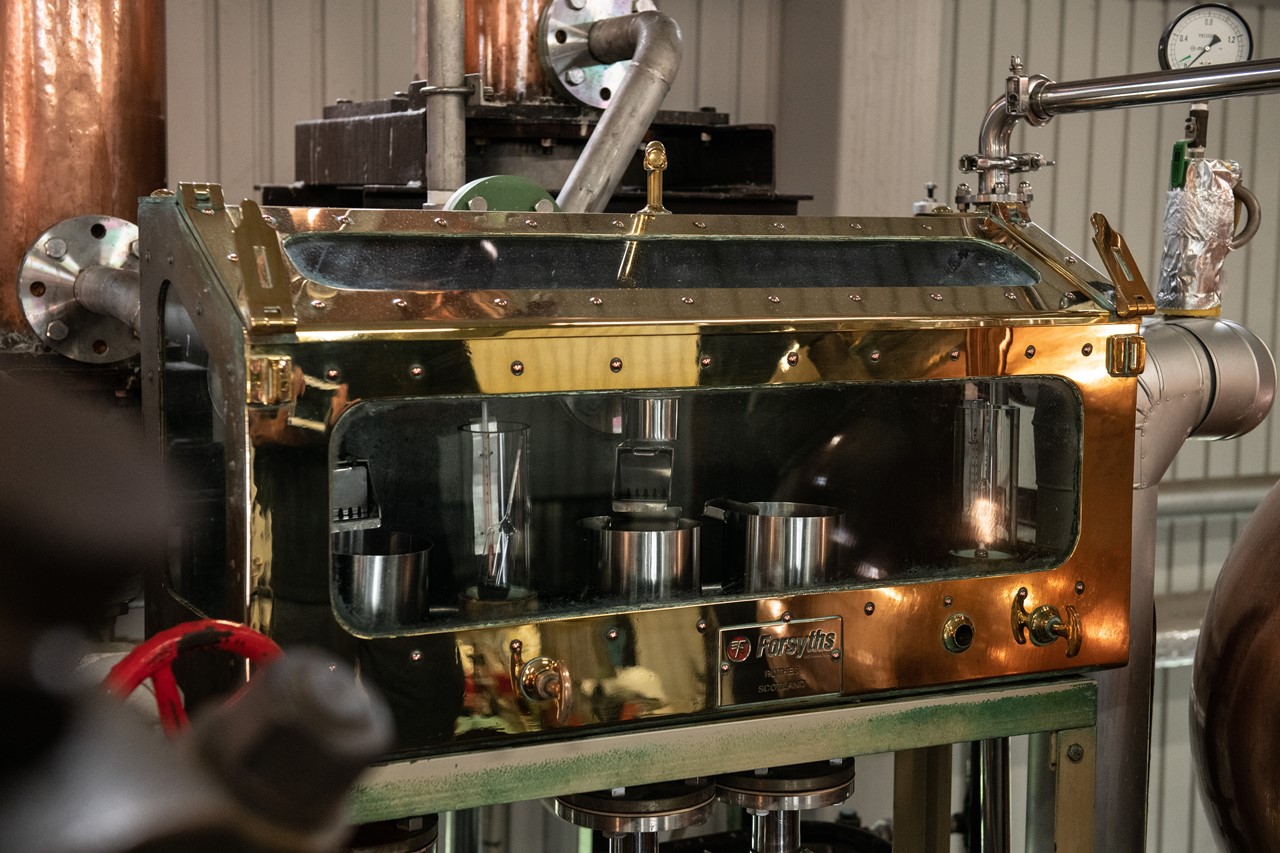
左右のポットから時間をかけて蒸留されたウイスキー原酒は熟成に向いたハートと呼ばれる部分のみをポット間の中央に置かれたスピリッツセーフと呼ばれる場所で選び出す。

スコッチウイスキーで知られるスコットランドから直接取り寄せたウイスキー蒸溜機器メーカー、フォーサイス社製の純銅ポットは船で数カ月かけて取り寄せた。
6つの貯蔵所で熟成させる。

秩父蒸溜所では6つの貯蔵所を設けウイスキー原酒を熟成。世界的にウイスキーの熟成期間は3年から。秩父の気候は高温多湿、冬は氷点下まで下がることからスコットランドなどより熟成が早いのだとか。


ウイスキー原酒をミズナラの木桶でさらに後熟させる。多種のモルト原酒をブレンドし、ミズナラの木桶で後熟させたイチローズ・モルトMWR(ミズナラ・ウッド・リザーブ)。ミズナラ特有の樽香と甘みがウイスキーへと浸透する。

充分に熟成されたイチローズ・モルトのウイスキーは、同一工場内でボトリングされ、ラベルを貼られて取引店に出荷されていく。
サンプリングしたウイスキーは小さなボトルで保管。

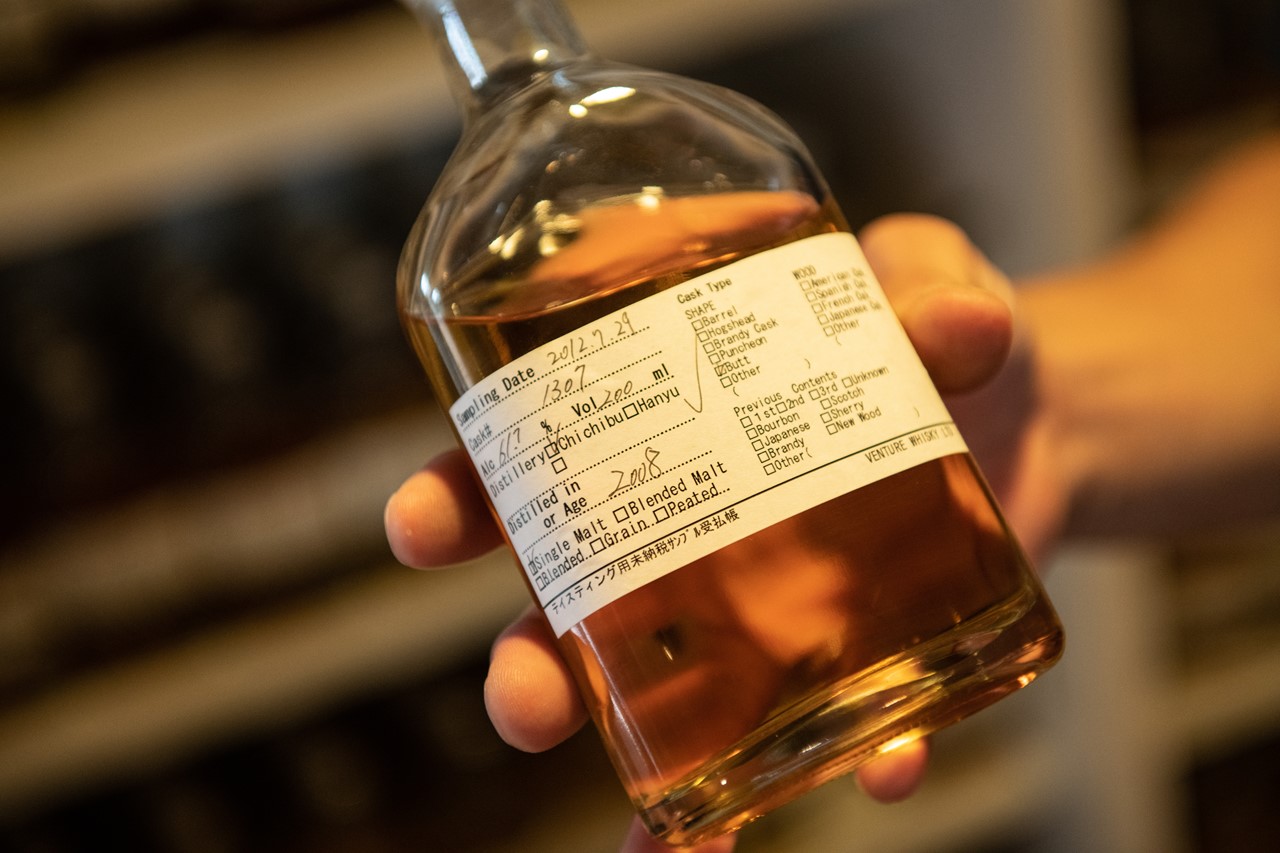
サンプリングしたウイスキーは小さなボトルで保管。製品化されるまでに熟成度合いや風味や味を確かめるため、すべてのウイスキーは仕込み年月日、種類などの詳細なラベルが貼られサンプリングされる。オフィスにはこれまでサンプリングしてきた小さめのボトルがズラリと並び秩父蒸溜所の歴史を感じる。
イチローズ・モルトのラインアップを紹介!
秩父蒸溜所で作られる定番のイチローズ・モルトは全部で4種類。それぞれ味も香りも異なる珠玉の1本へと仕上がっている。
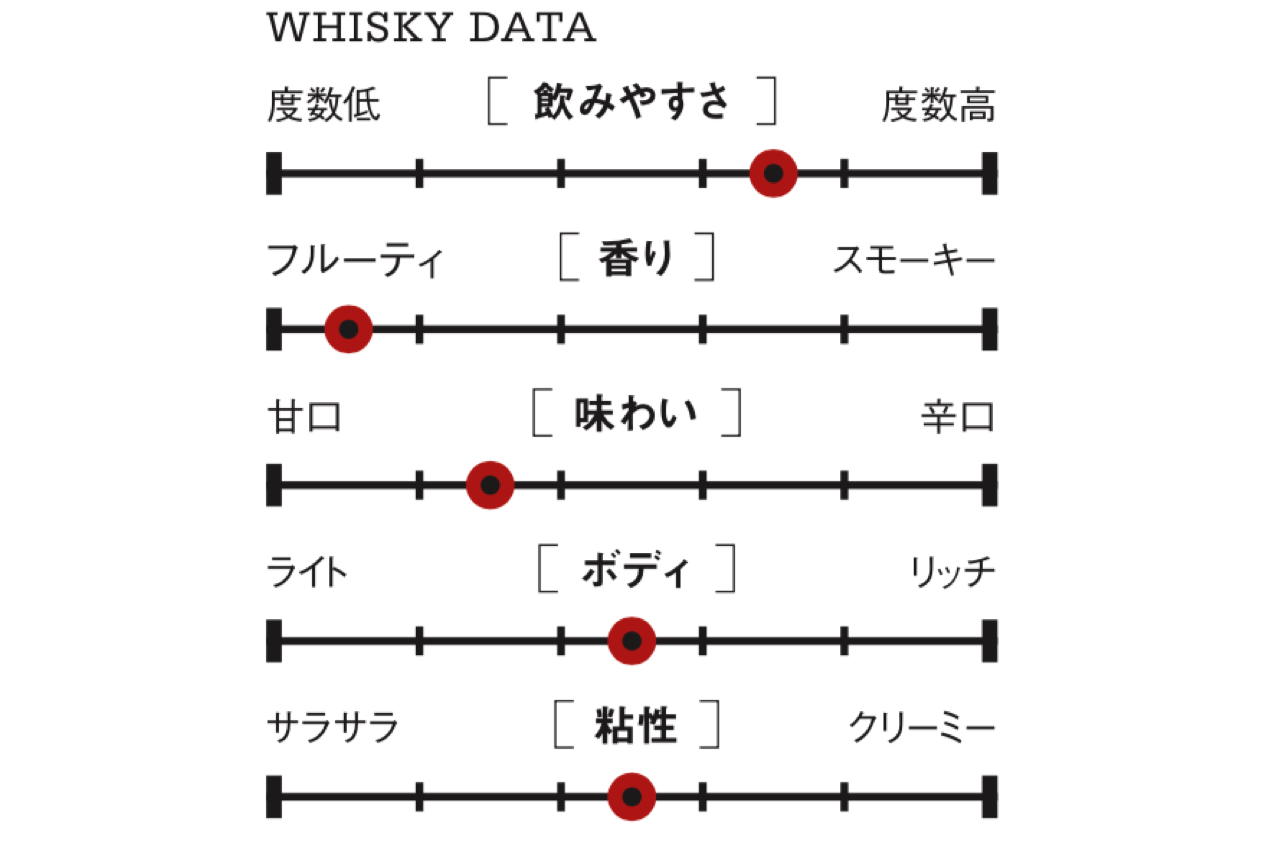
Ichiro’s Malt & Grain(イチローズモルト&グレーン ホワイトラベル)


秩父蒸溜所で熟成された個性溢れるモルトやグレーンをバランスよくブレンドした軽やかでフルーティな香りのホワイトラベル。

Ichiro’s Malt Double Distulleries(イチローズモルト ダブルディスティラリーズ)


羽生蒸溜所と秩父蒸溜所のウイスキー原酒をブレンド。大きさや材など異なる樽を使用し二つの蒸溜所の良さを最大限に発揮。
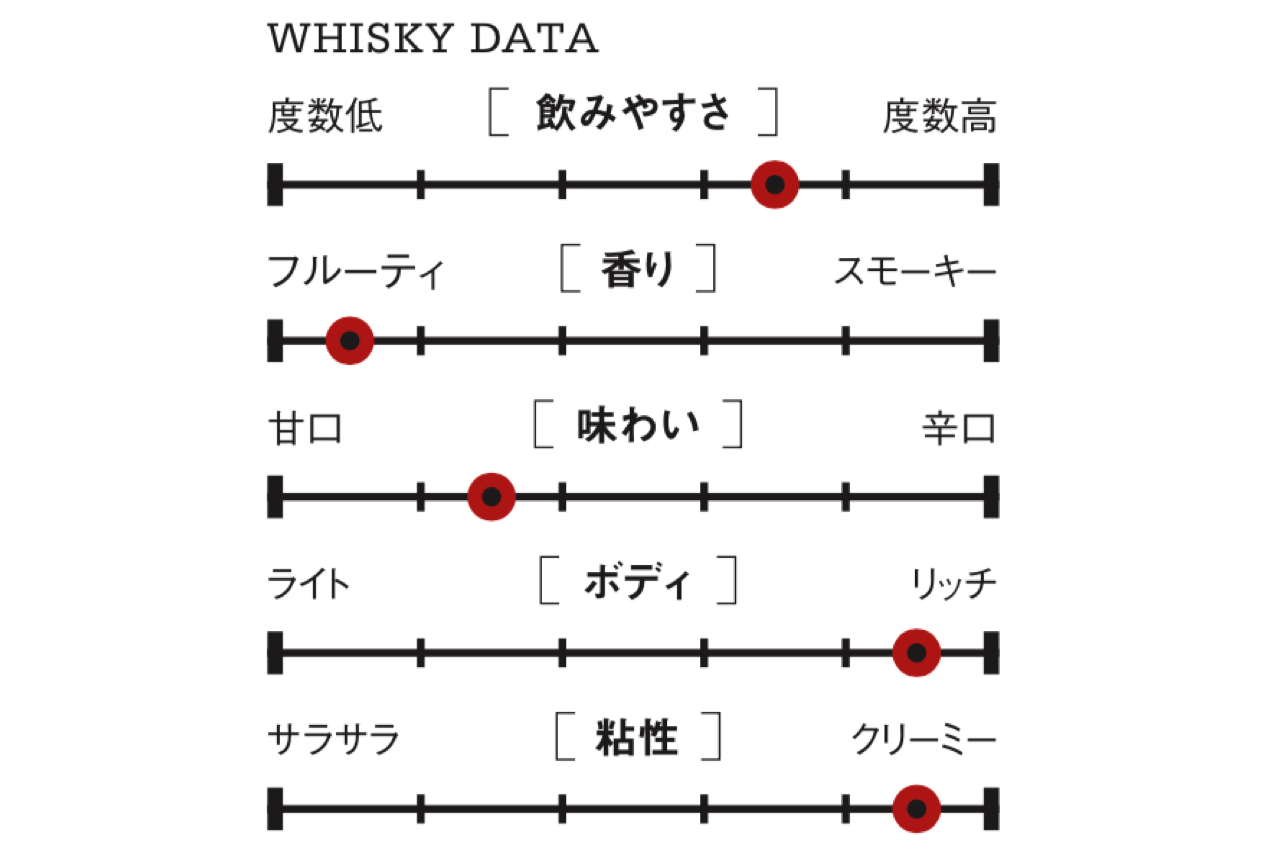
Ichiro’s Malt Wine Wood Reserve(イチローズモルト ワインウッドリザーブ)


赤ワインを熟成させた空樽を使用して後熟させたワインウッドリザーブ。ほのかに香るワインの香りとほどよい甘みと苦味が残る。
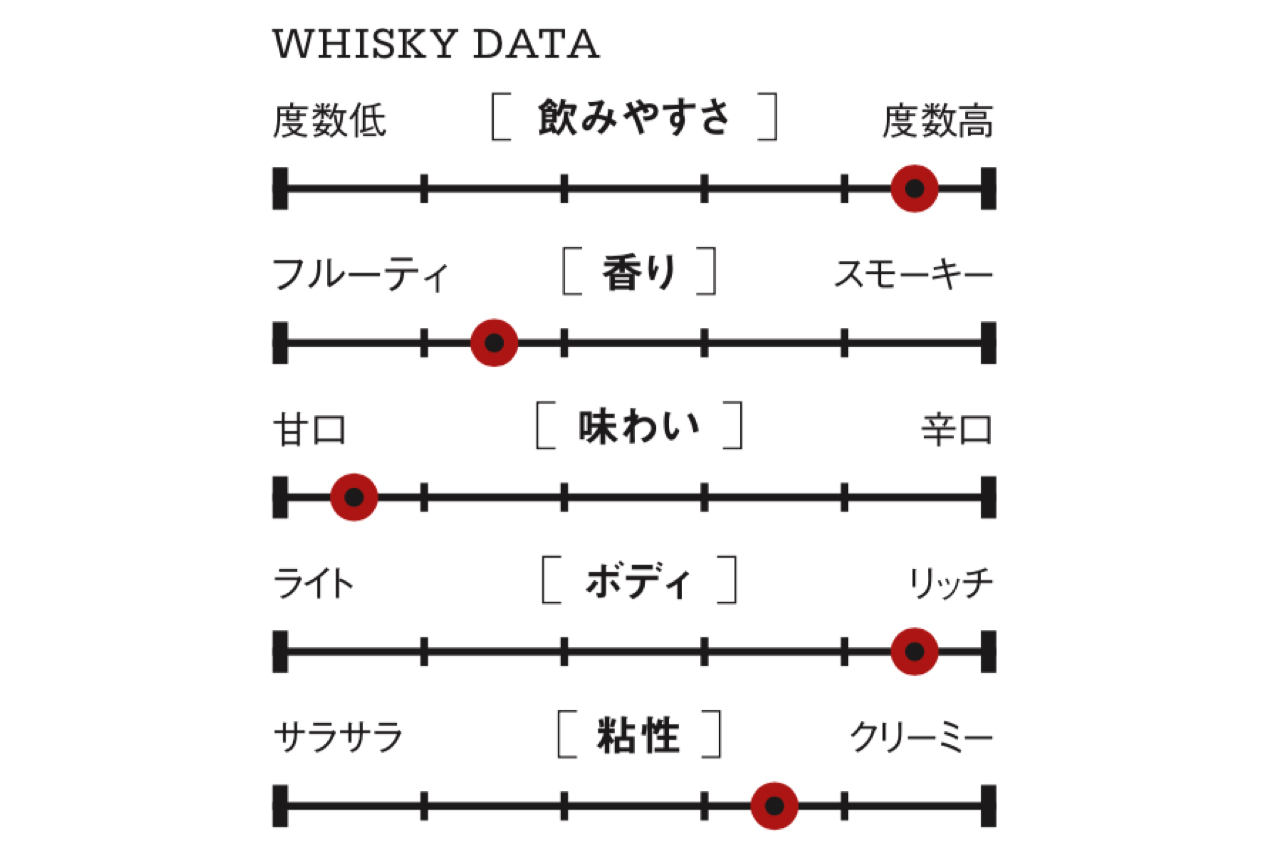
Ichiro’sMalt MWR(イチローズモルト MWR)


モルト原酒を贅沢にブレンドし、ミズナラの木桶でさらに後熟させたミズナラ・ウッド・リザーブ。深みのある樽香が口に広がる。
【DATA】
秩父蒸溜所
http://www.facebook.com/ChichibuDistillery/
※情報は取材当時のものです。現在取り扱っていない場合があります。
Text/T.Itakura 板倉環 Photo/T.Tsuji 辻嵩裕

Lightning 編集部
アメリカンカルチャーマガジン




関連する記事
-
- 2025.05.30
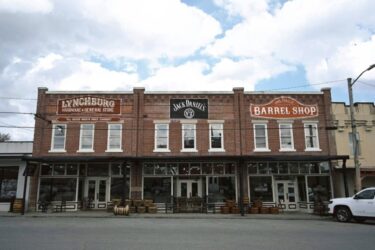
本場で飲む格別の味! 「ジャックダニエル」の生まれた地、テネシーを行く。
-

- 2025.02.26
原料のすべてを北海道産にこだわったシングルブレンデッドジャパニーズウイスキー「冬至」発売
-

-